大连龙尧塑料机械有限公司
联系人:徐经理
手 机:13354065688
电 话:0411-86268088
0411-86268988
维修号:0411-86265066
Email :xu86268088@126.com
地 址:辽宁省大连旅顺石灰窑
全国招商热线
13354065688

大连龙尧塑料机械有限公司
联系人:徐经理
手 机:13354065688
电 话:0411-86268088
0411-86268988
维修号:0411-86265066
Email :xu86268088@126.com
地 址:辽宁省大连旅顺石灰窑
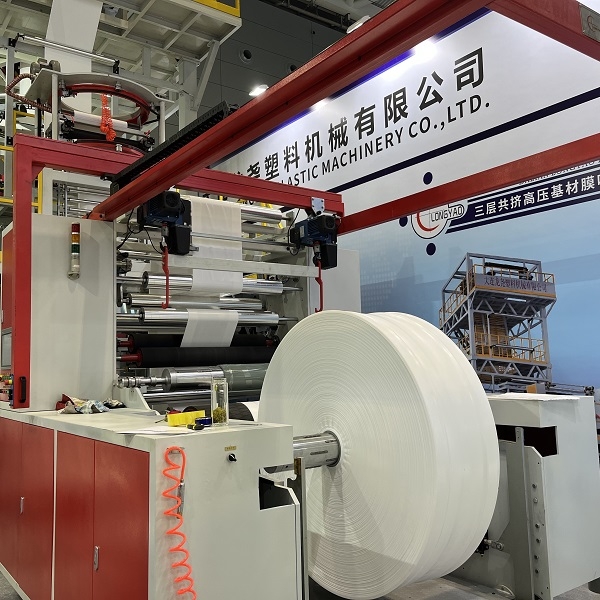
三层共挤吹膜机具有产量更高、制品塑化好、低能耗、操作简便的优点,彻底解决了薄膜荷叶边及收卷大小头等问题,使产品质量上了一个新台阶。
三层共挤吹膜机正确操作方法
一、开机前准备工作:
1、进入工作岗位前穿好工作服。
2、将各导辊擦洗干净,防止在开机过程中造成膜划伤。
3、检查是否正常电压和气泵及气阀是否正常有效,并且检查各部分电路是否正确,查看三个减速箱的油位是否达到标准,如有异常情况及时检修处理。
4、一切正常后开始加温,首先加热机头1。2模口3和四、五、六区,加热两个小时左右,再加热一、二、三区温度。
5、按照生产指令将插板与人字板调整到标准位置,开机后如有异常及时调整。观察胶辊是否打开(方便膜泡膜顺畅引入胶辊)
6、检查模口周边是否有糊料和杂物,清理干净。 7。等温度达到标准后方可开机。
二、开机
吹塑薄膜工艺流程:
料斗上料一物料塑化挤出→吹胀牵引→风环冷却→人字夹板→牵引辊牵引→薄膜收卷
1、启动主电机,低速运转,熔融物料挤出,物料挤出后接通气泵打气,形成膜泡。然后立刻开启风机。(适当根据膜泡的霜线调整风量,风量过大膜泡上飘,风量过小膜冷却不好挺度不好)。
2。将膜泡管送入牵引辊,并沿导向辊直至卷绕。
3、完成后迅速观察膜泡是否变形,如有变形应及时调整,先检查模口间隙是否可调,稳泡板是否靠住膜泡,如无问题检查是否有被打开的门窗,发现后及时处理。观察膜泡是否倾斜,如有倾斜立刻用挡板挡好。
4、检查无误后根据生产任务通知单的要求调整内、外、中主电机转速,根据厚度要求调整牵引速度。
开启旋转按钮使模头旋转。
5、待膜泡稳定后,对薄膜进行厚度与宽度的测量,看是否达到所需标准,(如果厚度偏厚调整模口间隙,或者适当减小风环的风量,使薄膜进一步吹胀,也可适当提高牵引速度从而使其厚度变薄;如果厚度偏薄则反之。
宽度用气泵来控制)
6、同时测量内插薄膜的宽度是否符合标准,如不符合应适量调整插板使其到达合格。观察内插薄膜的对称程度,是否出现错位现象,如有错位应及时作出调整。
7、测量薄膜横纵向的收缩率,看是否标准,以便及时调整。
(如横向拉伸强度差,应适当降低牵引速度;薄膜纵向拉伸强度差 ,可适当降低熔融树脂的温度,或者提高牵引速度,也加大风环风量,使膜泡快速冷却 )
8、一切正常后,记录各温区温度以及主机和牵引数据。
9、做好下卷准备工作。收卷直径达到预定要求后进行换卷,将备卷轴放置在换卷摆轴上,搬下摆轴至收卷工位置,完成收卷。
10、每隔三个小时对各温区进行记录,对每次下卷做好各项记录(下卷时间、重量、宽度、厚度偏差、收缩率、废料重量)
三、停机
1、关闭启动,再将内、外、中主电机转速降到零。
2、关掉风机转速、牵引转速、、旋转模头、收卷按扭扭回零。
3、关闭挤出机第1、2、3、4、5区加热,机头体1、2、模口3区加热。
4、关闭总电源、气泵开关
5、打开胶辊,防止其变性损坏。
6、换网 。
7、完成后清理车间杂物,将卫生打扫干净。